Multi-Chamber Bowl Centrifuge
Multi-Chamber Bowl Centrifuge is solid-bowl centrifuge with annular inserts, which divide the bowl separation chamber into several concentric annular chambers. It is mainly used for clarifying liquid, as well as recovery solids from suspensions.
The SEPARATECH multi-chamber bowl centrifuge represents the premier industrial milestone for processing diverse feed slurries containing wide particle size distributions, delivering unparalleled fluid clarification where single-stage automated or manual variants fall short due to premature solids clogging. Often classified as a progressive solid-retaining separator, our robust multi-chamber bowl centrifuge series is engineered specifically for applications where the fluid phase requires rigorous, multi-tiered polishing, and where the suspended solid phase consists of varying particle sizes that must be segregated and retained safely with zero mechanical breakdown loss.
By generating exceptional centrifugal forces exceeding 9,500G combined with an expansive clarification area inside the concentric multi-ring chambers, SEPARATECH provides global pharmaceutical, food processing, chemical, and laboratory operators with a highly reliable, cost-effective vertical separation solution designed to maximize liquid centrate clarity while ensuring gentle, non-turbulent fluid management across our entire disc stack centrifuge portfolio.
Hydro-Dynamic Working Principle of Progressive Multi-Chamber Separation
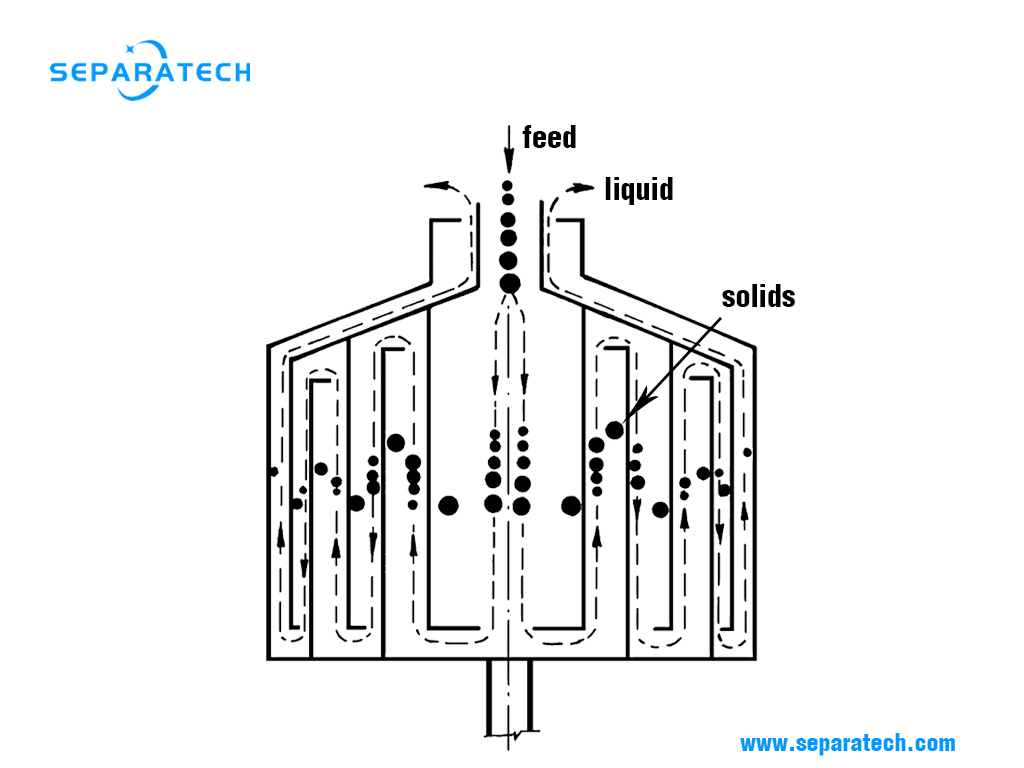
The operating superiority of an industrial multi-chamber bowl centrifuge relies on a continuous fluid feed matrix coupled with a series of nested, concentric boundary rings. The feed suspension undergoes three highly synchronized mechanical phases inside the vertical rotating solid-retaining multi-chamber assembly:
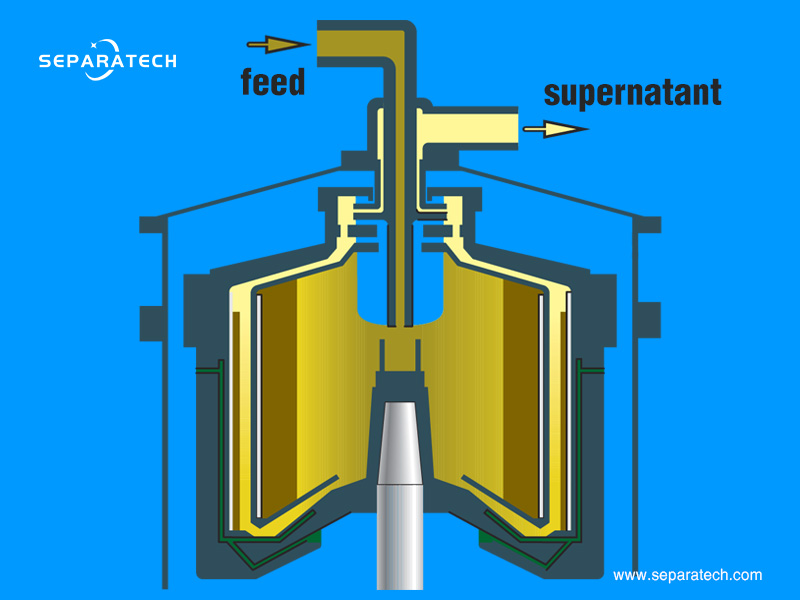
- Non-Turbulent Central Material Feeding: The raw multi-size fluid enters the vertical bowl coaxially through a stationary top inlet pipe. Upon reaching the center spindle assembly, the material enters a specialized smooth-acceleration distributor. The fluid transitions smoothly to match the high rotational speed of the bowl, completely mitigating hydraulic shear stress and preventing the structural fragmentation of delicate biological cells or sensitive chemical compounds.
- Progressive Multi-Stage Sedimentation: The accelerated liquid is directed sequentially outward through a series of concentric chambers. In the innermost chamber, where G-force is relatively lower, large and heavy solid particles sediment rapidly against the inner wall. The liquid then escapes over the top rim into the secondary and tertiary chambers, where increasing centripetal acceleration forces finer sub-micron particulates to slide downward against the outer walls of the concentric inserts.
- Continuous Pressurized Liquid Discharge: Concurrently, the fully polished fluid tracks inward toward the final center axis. The clear liquid phase travels upward to the top chamber, where it is intercepted by a stationary centripetal pump (paring disc) and discharged out of the machine under pressure in an absolute air-free state to prevent product foaming, emulsion rebuilding, or oxidation.
Mechanical Advantages of Concentric Solid-Retaining Architecture
The definitive structural advantage of a SEPARATECH multi-chamber bowl centrifuge lies within its simplified, high-integrity multi-ring design, engineered to deliver distinct operational benefits over single-chamber automated variants:
- Zero Fractional Product and Fluid Loss: In self-cleaning disc stack centrifuge models, automated periodic discharges inevitably eject a small fraction of the valuable liquid phase along with the sludge. Our concentric solid-retaining architecture guarantees that 100% of the valuable fluid phase remains inside the closed process stream, maximizing yield for expensive botanical extracts, premium food fractions, and biological solutions.
- Fractionated Sludge Retention Capabilities: Because particles are sorted naturally by mass across the inner, middle, and outer chambers, operators can analyze and recover different grades of solids during cleaning cycles. This allows operators to recover the solids in their absolute purest, most concentrated paste form while maintaining an extremely high sludge holding volume that delays cleaning intervals.
- Simplified Mechanical Framework: By eliminating sliding pistons, hydraulic operating water chambers, shifting seals, and automated shooting valves, the multi-ring frame possesses fewer moving parts. This drastically reduces mechanical wear, lowers capital investment, and ensures long-term operational reliability with minimal spare parts dependency.
Structural Blueprint and Technical Architecture
To endure years of continuous high-speed vertical rotation and intense gravitational loads without mechanical fatigue, the SEPARATECH multi-chamber bowl centrifuge is built with heavy-duty structural metallurgy and advanced electronic controls:
- Centrifugally Cast Duplex Stainless Steel Bowl: The entire high-load rotating bowl assembly is manufactured from high-tensile duplex stainless steel to comply with international high-grade duplex stainless steel standards. This ensures flawless structural integrity, zero micro-porosity, and absolute resistance to stress corrosion cracking under maximum centrifugal loading.
- Quick-Release Ring Clamping for Rapid Cleaning: To minimize operational downtime during cake removal, SEPARATECH incorporates a specialized quick-release bowl hood clamping mechanism alongside customized internal liner inserts. This structural setup allows operators to open the bowl, extract the fractionated solid cakes from each chamber rapidly, and reassemble the machine.
- Advanced Variable Frequency Drive (VFD) Matrix: Driven by heavy-duty motors controlled by a fully responsive VFD electronic grid. This configuration provides smooth, controlled belt-driven or direct-drive acceleration, reducing start-up current spikes and allowing field adjustments of bowl speeds to match specific processing viscosities.
- Vibration-Isolated Suspension Spindle: Supported by precision-matched vertical bearings, the drive spindle incorporates a highly resilient, vibration-absorbing spring suspension system that easily dampens transient imbalances caused by inconsistent solids distribution profiles.
Critical Applications Across Premium Clarification Sectors
The progressive multi-stage clarification capacity and simplified operation of our multi-chamber bowl centrifuge series make it the primary processing choice across diverse global manufacturing sectors:
- Fruit Juice & Beverage Polishing: Clarification of premium apple, grape, and citrus juices where large pulp fibers and fine colloidal proteins must be removed sequentially without overloading the machine.
- Pharmaceutical & Chemical Crystallization: Small-batch harvesting of progressive chemical crystals, isolation of high-purity fractions, and clarification of pharmaceutical intermediates where zero product loss is mandatory.
- Varnish and Resin Purification: Removal of varying carbon soot and insoluble resin particulates from industrial varnishes, ensuring an ultra-clear, high-gloss fluid output.
- Industrial Oil & Ink Concentration: Batch conditioning of heavy printing inks, dynamic coatings, and specialized lubricants where solid contamination levels feature a wide size spectrum.
Advanced Fluid Dynamics of Multi-Chamber Bowl Centrifuge Processing
Maximizing the batch efficiency of a multi-chamber bowl centrifuge requires an expert understanding of internal settlement dynamics and interfacial fluid mechanics. By leveraging advanced principles of fluid dynamics and settling velocities, our process engineers optimize the exact spacing of the concentric rings to ensure peak liquid-solid separation for sub-micron particulates down to 0.5 microns. Furthermore, managing the precise fluid retention time inside each nested chamber allows operators to predict exactly when the sediment holding spaces will reach maximum capacity based on feed turbidity. This advanced capability allows the system to manage varying feed densities smoothly while maintaining premium liquid clarity, exceptional heavy paste concentration, and ultra-low energy consumption under full operational capacities.
Custom Engineering of Multi-Chamber Bowl Centrifuge Solutions
No two wide-spectrum clarification or high-volume fractionated product concentration challenges share identical particle size distributions. SEPARATECH’s dedicated team of process engineers can fully customize the ring chamber gap configurations, caulking strip dimensions, bowl sediment holding volumes, and frame geometries to align perfectly with your specific fluid viscosity, material density differentials, and sanitary compliance challenges.
Contact SEPARATECH today to collaborate with our high-speed vertical separation specialists. We will provide a comprehensive process evaluation, laboratory pilot testing protocols, and a fully optimized multi-chamber bowl centrifuge technical proposal designed to maximize your production throughput and processing efficiency worldwide.