Bleaching Reactor
SEPARATECH’s bleaching reactor is specifically designed to optimize the bleaching process in edible oil refining. The bleaching reactor features a unique design that includes a heating jacket, agitator, and filtration system. The heating jacket ensures precise temperature control during the heating stage, while the agitator ensures even distribution of the bleaching earth in the oil. The filtration system is designed to remove the bleaching earth efficiently from the oil.
By combining strict vacuum management, multi-stage internal baffling, and highly tailored agitation, our bleaching reactors guarantee homogeneous clay-oil contact. This advanced vertical design effectively eliminates short-circuiting, resulting in significant savings in bleaching earth consumption while safeguarding the oil against thermal degradation.
SEPARATECH’s bleaching reactor also features a tray for bleaching earth loading and unloading. This design allows for easy and efficient loading and unloading of bleaching earth, reducing downtime and increasing productivity. The bleaching reactor is also easy to clean and maintain, ensuring a hygienic and safe processing environment.
SEPARATECH’s bleaching reactor is also equipped with a prefiltration system that allows the feed oil to pass through a saturated filter before mixing it with fresh clay. This technique reduces clay consumption and improves bleaching efficiency. The prefiltration system works only with dry oils, so it is not suitable for all applications.
In a turn-key Edible Oil Refinery Plant, the bleaching stage is paramount to achieving the desired brilliant clarity, neutral color, and oxidative stability of the final product. The SEPARATECH Bleaching Reactor (also widely designated as a decolorization tower or vacuum bleaching column) is meticulously engineered to provide an optimal, fully controlled environment for liquid-solid adsorption between neutralized vegetable oils and bleaching agents.
The Technical Principle of Vacuum Adsorption
The decolorization of vegetable oils is primarily driven by physical and chemical adsorption, where porous materials like activated bleaching earth (bentonite clay) or activated carbon trap microscopic impurities on their vast internal surface areas.
During continuous operation inside the SEPARATECH Bleaching Reactor, pre-conditioned oil and clay slurry are introduced into the top of the tower under a deep vacuum (≤50 mbar). Operating under a strict vacuum is absolutely vital; it completely evacuates dissolved air and moisture from the mixture, preventing the hot oil from undergoing unwanted oxidation or forming harmful peroxides. As the oil travels downward through successive compartments, the impurities—including chlorophyll, carotenoids, trace heavy metals, and residual soapstocks—are bound permanently to the bleaching earth particles.
Edible oil refining is a complex process that involves various stages to purify and improve the quality of oils. One of the essential stages in edible oil refining is bleaching, which removes impurities and pigments from the oil. The bleaching reactor is used to remove pigments and other impurities from crude oils and fats, such as carotenoids, chlorophyll, oxidation products, soaps, trace metals, phosphatides, and polycyclic aromatic hydrocarbons. These impurities can affect the quality, stability and appearance of the refined oil products.
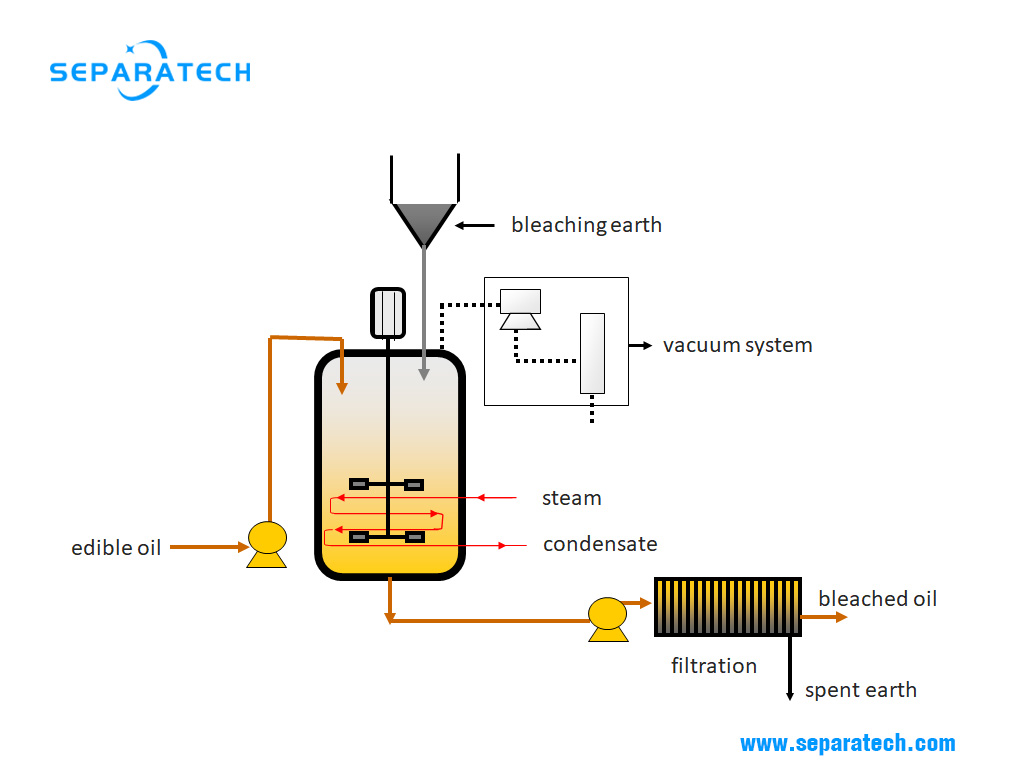
Bleaching refers to the process of adsorbing and removing unwanted impurities and colored matter from the crude oil under controlled conditions. This stage is critical because impurities and pigments not only affect the appearance of the oil but also its quality and shelf life. The edible oil bleaching process consists of mixing oil with bleaching agent, usually white clay or activated carbon, under controlled temperature and vacuum conditions. The bleaching agent adsorbs the impurities and then is separated from the oil by filtration. The bleaching reactor is designed to ensure optimal contact time and mixing efficiency between the oil and the bleaching agent. The bleaching process involves four main steps: mixing, heating, bleaching earth addition, and filtration.
The mixing of the crude oil and bleaching earth is done in the bleaching reactor. The bleaching earth is a type of clay that has the ability to adsorb impurities and pigments from the oil. The mixing process is done using agitators to ensure even distribution of the bleaching earth in the oil. The oil and bleaching earth mixture is then heated to a specific temperature, which can vary depending on the type of oil being processed. The heating process helps to activate the bleaching earth and enhance its adsorption capacity.
Once the bleaching earth is activated, it is added to the oil and mixed for several minutes. The bleaching process occurs when the impurities and pigments are adsorbed onto the bleaching earth particles. The bleaching earth is then separated from the oil using filtration. The filtered oil is then transferred to the next stage in the refining process.
Critical Design Features of SEPARATECH Bleaching Columns
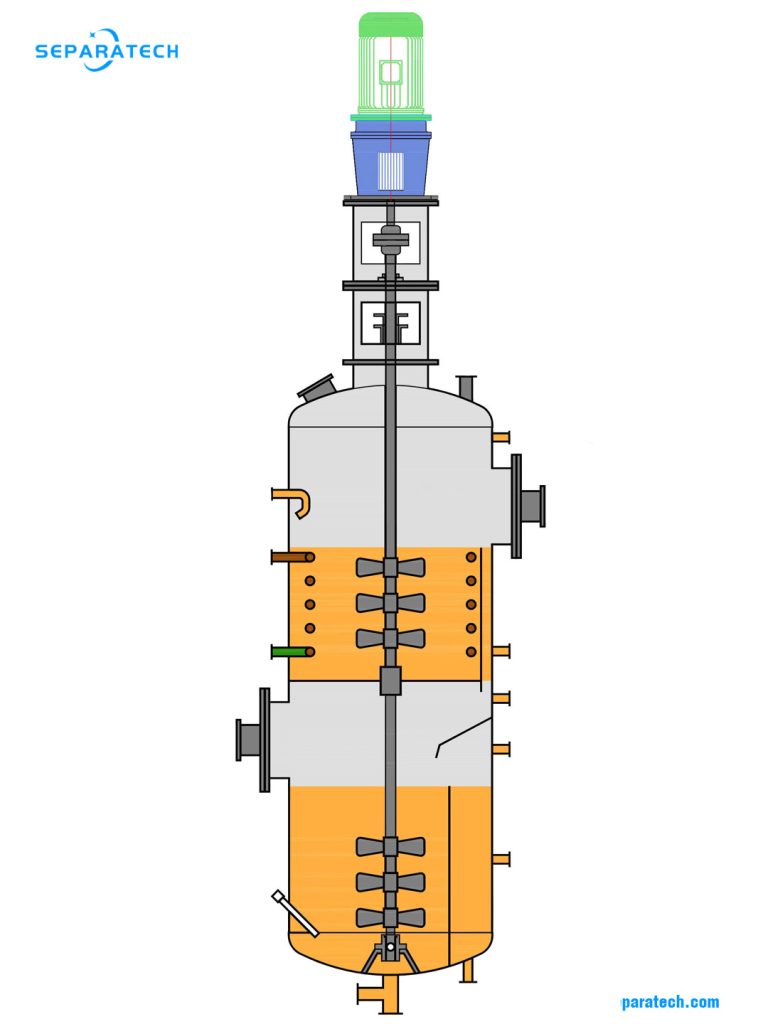
Multi-Stage Internal Compartments: The interior of the vertical reactor is divided into multiple cascading stages fitted with specialized horizontal baffles. This precise structural layout ensures a strict plug-flow pattern, granting every drop of oil the exact required residence and reaction time.
Intensive, Low-Shear Agitation: Each compartment is equipped with custom-designed, low-RPM mechanical agitators. These impellers provide sufficient fluid motion to keep heavy bleaching earth completely suspended without introducing violent mechanical shear that could damage oil molecular chains.
Integrated Deaeration Zone: The top section of the vessel functions as an expansive spray deaeration chamber. Droplets of incoming oil are finely dispersed to instantly release residual moisture and oxygen before coming into direct contact with the bleaching agent.
Hygienic & Rugged Material Selection: Depending on your factory standards, the reactor shell can be fabricated from high-grade carbon steel or food-grade SS304/SS316L stainless steel, complete with robust inspection manholes, vacuum-tight sight glasses, and automated level sensors.

Seamless Integration with Downstream Filtration
A Bleaching Reactor cannot operate in isolation. Once the adsorption reaction is complete, the spent earth must be thoroughly separated from the purified oil.
SEPARATECH designs the discharge system of our bleaching towers to feed directly into high-capacity filtration units. The oil-clay slurry is pumped continuously from the bottom of the reactor into our specialized vertical or horizontal leaf filtration systems. This integrated setup ensures that the spent clay cake is completely captured, delivering a brilliant, polished, and clay-free oil ready for final deodorization.
Upgrade Your Decolorization Line with SEPARATECH
Whether you are refining high-pigment crude palm oil, sunflower oil, or rapeseed oil, achieving a consistent color score while minimizing clay waste is key to profitability. SEPARATECH’s continuous vacuum bleaching systems offer the technological edge needed to streamline your refining margins.