Edible Oil Refinery Plant
Crude vegetable oils extracted from oilseeds contain various undesirable impurities—such as phospholipids, free fatty acids (FFA), pigments, waxes, and volatile odor compounds—that compromise flavor, clarity, and shelf life. A modern, high-performance Edible Oil Refinery Plant is essential to transform these crude fats into crystal-clear, stable, and high-value food-grade products.
SEPARATECH is a premier global engineering partner specializing in the design, fabrication, and integration of complete edible oil refining production lines. We deliver custom-engineered, energy-efficient Edible Oil Refinery Plant scaled for both continuous large-scale industrial lines and batch-type operations, ensuring maximum oil yield, strict safety compliance, and reduced chemical consumption.
Complete Technical Breakdown of the Edible Oil Refining Process
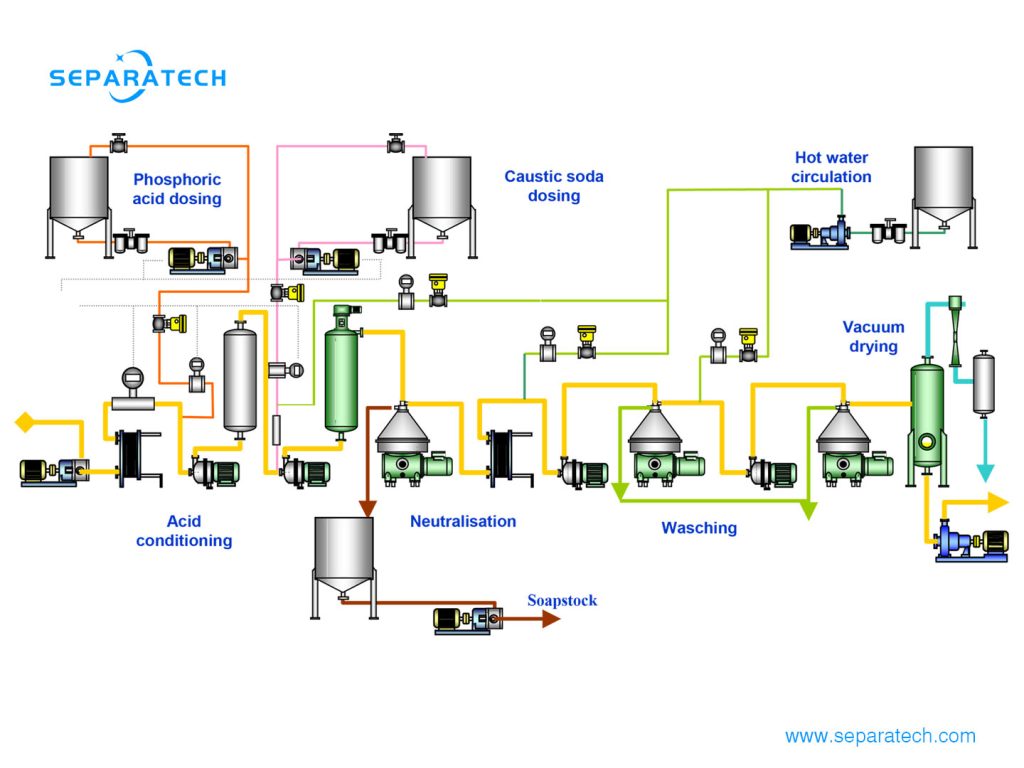
Our complete Edible Oil Refinery Plant integrates advanced thermal, chemical, and physical separation technologies. The complete refining campaign is systematically divided into five critical stages:
1. Degumming (Removal of Phospholipids)
- The Process: Crude oil contains hydratable and non-hydratable phosphatides (gums) that cause oil discoloration and fouling during high-temperature processing. We introduce precise amounts of phosphoric or citric acid under controlled temperatures to agglomerate these gums.
- Core Machinery: This stage heavily relies on our high-shear Dynamic Mixers / Static Mixers for rigorous acid-oil contact, followed by specialized industrial centrifuges for clean phase separation.
2. Neutralization (Deacidification)
- The Process: Free Fatty Acids (FFA) are neutralized by adding a calculated caustic soda (NaOH) solution, converting the FFAs into soapstock. The soapstock is then completely separated from the neutral oil, followed by water washing and centrifugal drying to remove any residual soap traces.
- Core Machinery: High-efficiency multi-stage centrifugal separators, dedicated washing tanks, and vacuum oil dryers running in perfect automated harmony.
3. Bleaching (Decolorization & Adsorption)
- The Process: Neutralized oil is heated and mixed with activated bleaching earth or activated carbon under a deep vacuum. The porous surface of the clay adsorbs residual pigments (like carotenoids and chlorophyll), soap traces, oxidation products, and trace metals.
- Core Machinery: The heart of this stage is our continuous Bleaching Tower (Decolorization Column), which ensures uniform clay-oil retention times. The oil-clay slurry is then pumped into our high-capacity Vertical Pressure Leaf Filters to achieve zero-leakage, clothless filtration of the spent earth.
4. Winterization (Dewaxing)
- The Process: Certain oils, such as sunflower, corn, and rice bran oil, contain high-melting-point waxes that cause the oil to become cloudy when refrigerated. During winterization, the bleached oil is systematically chilled under controlled agitation to crystallize these waxes so they can be completely removed.
- Core Machinery: This stage utilizes our advanced Crystallization Tanks equipped with specialized cooling coils and agitators, followed by our Horizontal Pressure Leaf Filters to rapidly capture and discharge the crystallized wax cake, leaving behind a brilliantly clear oil.
5. Deodorization (Stripping Volatiles & Odors)
- The Process: This is the final and most crucial step to lock in the oil’s bland flavor and high thermal stability. The bleached and dewaxed oil undergoes high-temperature steam stripping under a strict, ultra-deep vacuum to vaporize volatile organic compounds, aldehydes, ketones, and residual FFAs.
- Core Machinery: SEPARATECH constructs state-of-the-art Deodorization Towers (Stripping Columns) outfitted with structured internal packing and multi-stage vacuum steam ejector systems to maintain absolute process purity and prevent thermal oil degradation.
Engineering Customization: Physical vs. Chemical Refining
Depending on the specific type of crude oil your plant processes, SEPARATECH tailors the Edible Oil Refinery Plant architecture into two distinct configurations:
- Chemical Refining Production Lines: Ideal for oils with highly variable quality and high gum content, such as soybean oil, rapeseed oil, peanut oil, and sunflower oil. It uses caustic soda to chemically neutralize FFAs before the bleaching and winterization stages.
- Physical Refining Production Lines: Best suited for low-gum, high-FFA oils like palm oil, coconut oil, and animal fats. The deacidification process is combined directly inside the Deodorization Tower, completely avoiding chemical soapstock formation and significantly increasing neutral oil recovery rates.
Premium Edible Oil Refinery Plant Equipment Component Matrix
| Process Stage | Core Industrial Equipment | Key Structural Material | Primary Automation Parameter |
|---|---|---|---|
| Degumming | Dynamic Mixers / Centrifuges | SS304 / SS316L | Chemical Dosing & Temp Flow |
| Neutralization | Caustic Dosing Skids & Dryers | Carbon Steel / SS304 | Centrifuge G-Force & Soap PPM |
| Bleaching | Bleaching Tower | High-Grade Carbon Steel | Vacuum Level & Clay Adsorption Time |
| Winterization | Crystallization Tanks | SS304 with Cooling Jackets | Chilling Curve & Maturation Time |
| Filtration | Vertical / Horizontal Leaf Filters | SS316L Mesh Screen Leafs | Differential Pressure Limit |
| Deodorization | Deodorization Tower | SS316L Internal Elements | Extreme Vacuum (< 3 mbar) |
-
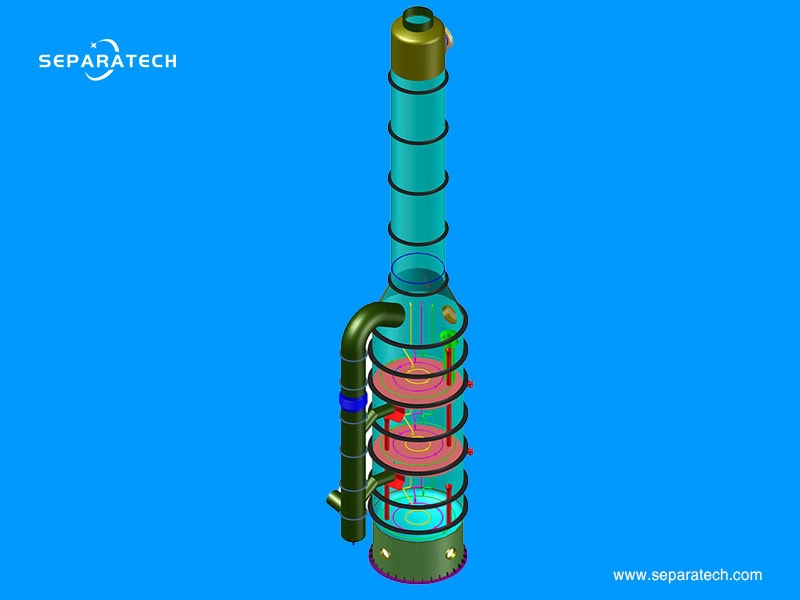
Edible Oil Deodorizer
Learn More →: Edible Oil DeodorizerIndustrial edible oil deodorizer and advanced deodorization tower systems deliver precise FFA stripping. Engineered with packed-bed technology, our system ensures maximum oil energy recovery, low retention time, and high food safety standards.
-
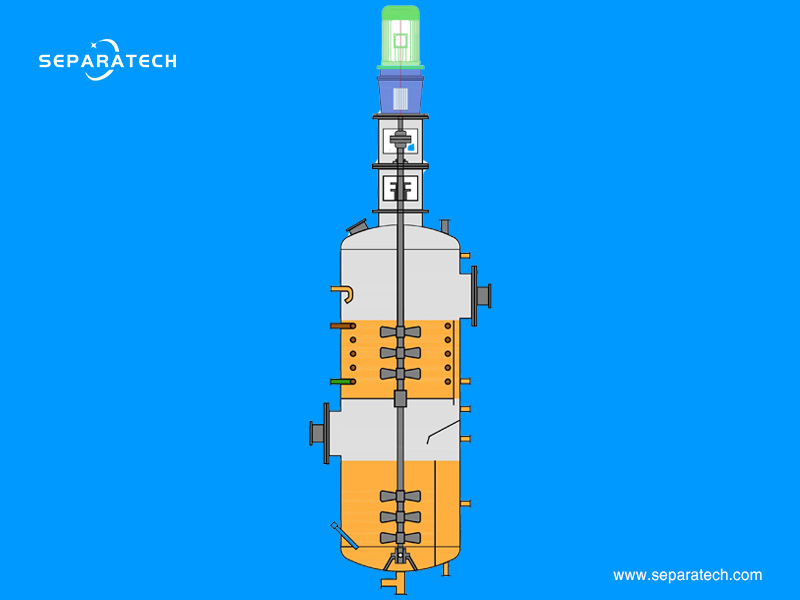
Bleaching Reactor
Learn More →: Bleaching ReactorEdible oil purification with continuous Bleaching Reactor. Precision-engineered for strict vacuum clay-oil adsorption, this industrial decolorization column efficiently removes stubborn pigments and trace metals, maximum refinery processing yields.
-
Multipurpose Mixer
Learn More →: Multipurpose MixerMultipurpose mixers are specially designed to meet the specific mixing requirements of the oils and fats refining. MM multipurpose mixers are designed for degumming, acid conditioning and neutralization process.
-
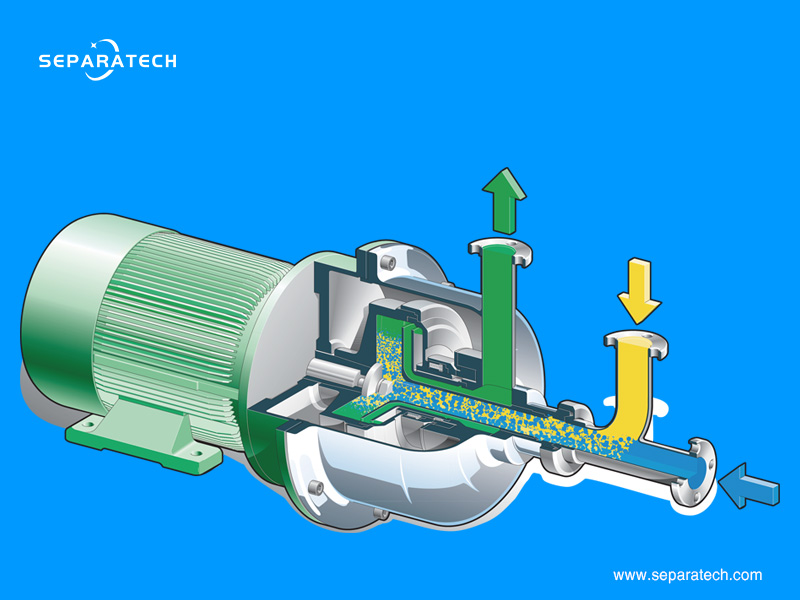
Centrifugal Mixer
Learn More →: Centrifugal MixerMaximize refining efficiency with continuous Centrifugal Mixer. Engineered for the high-shear dispersion of acids and alkaline reagents, optimal degumming and neutralization, reducing chemical consumption and increasing oil yields.

-
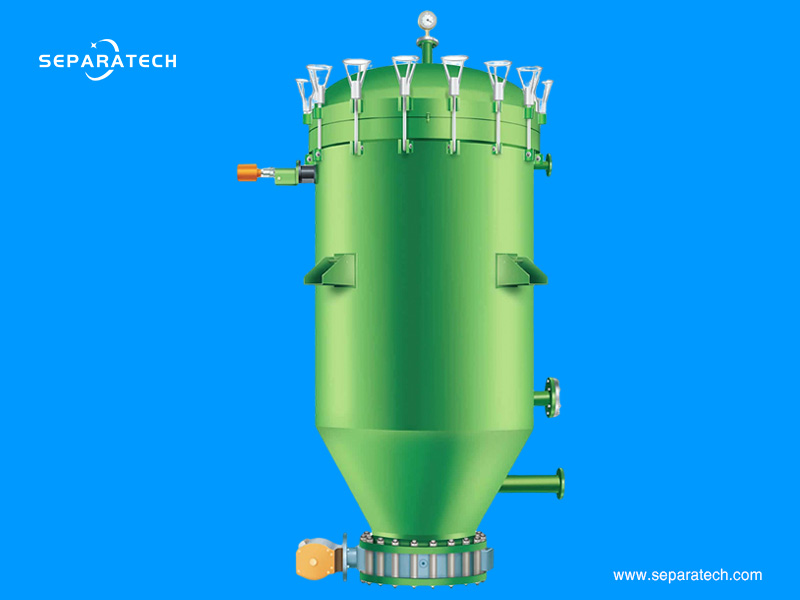
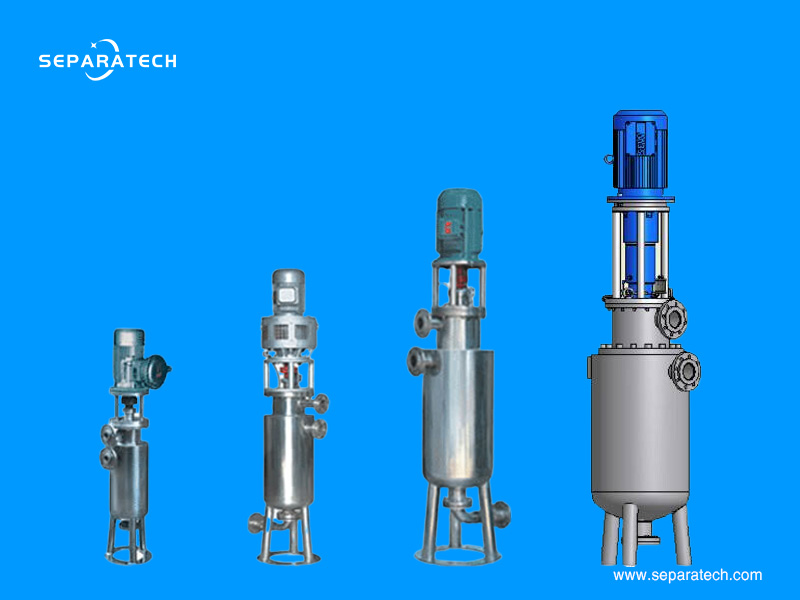
Vertical Pressure Leaf Filter
Learn More →: Vertical Pressure Leaf FilterSEPARATECH’s Vertical Pressure Leaf Filter (VPLF). Designed for space-limited plants, this automated system features clothless multi-layer stainless steel mesh screens and pneumatic vibration for efficient, eco-friendly dry cake discharge.
-
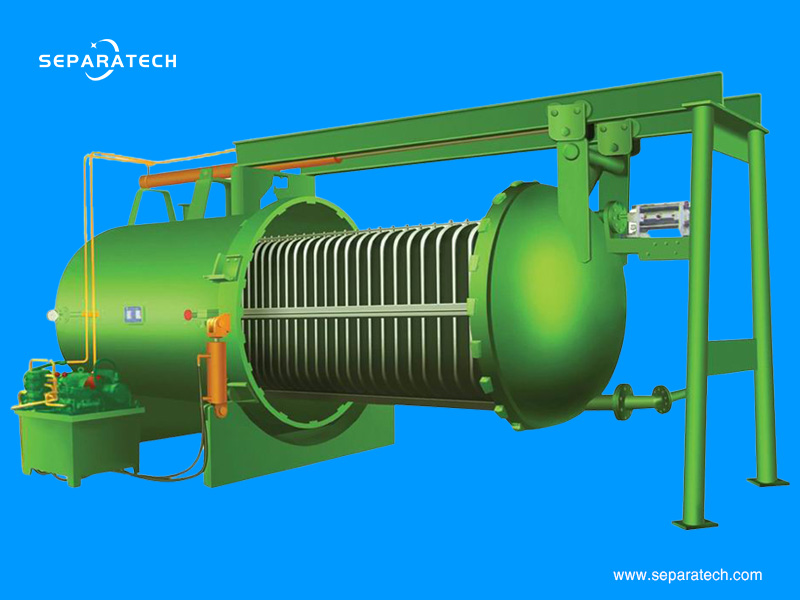
Horizontal Pressure Leaf Filter
Learn More →: Horizontal Pressure Leaf FilterHorizontal Pressure Leaf Filter (shell or bundle retraction) features horizontal pressure vessel, filter leaves, pneumatic vibrator, bottom structure housing, hydraulic power pack for bonnet ring opening / closing and shell or bundle retraction.
-

Pressure Leaf Filter Elements
Learn More →: Pressure Leaf Filter ElementsSEPARATECH’s premium Pressure Leaf Filter Elements. Engineered with durable multi-layer stainless steel wire mesh, precision replacement leaves provide universal compatibility, maximum corrosion resistance, and extended lifespans.
Why Global Producers Choose SEPARATECH Edible Oil Refinery Plants?
Investing in a SEPARATECH Edible Oil Refinery Plant ensures long-term operational advantages:
- Advanced Thermal Heat Recovery: Our system layouts incorporate multi-stage economizers and heat exchangers, reusing thermal energy from hot deodorized oil to pre-heat incoming cold bleached oil, saving up to 40% in plant utility costs.
- Eco-Friendly & Minimal Waste: Outfitted with specialized vacuum condensation systems to trap fatty acid distillates, turning waste volatile vapors into highly profitable industrial by-products.
- Full PLC Intelligent Automation: The entire processing facility is managed via a centralized Siemens or Allen-Bradley SCADA/PLC interface, allowing operators to monitor flow rates, chemical dosing, vacuum levels, and temperatures in real-time from a single screen.
Consult with SEPARATECH Refinery Engineering Experts
Whether you are planning a brand-new greenfield Edible Oil Refinery Plant project, or looking to upgrade your existing bleaching, winterization, or deodorization lines to increase daily tonnage, SEPARATECH provides full feasibility studies, edible oil refining laboratory testing, and customized layout engineering.